Product Description
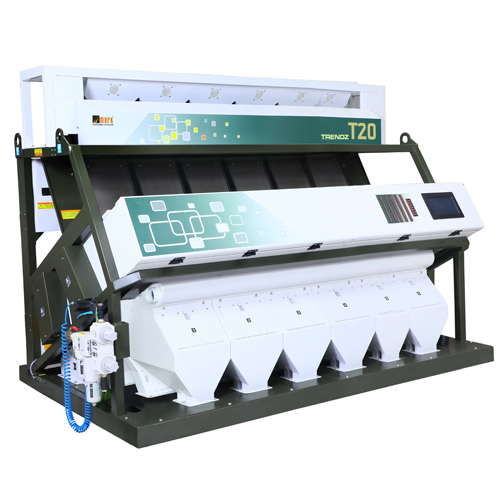
Rice Color Sorter is a well-known organization that manufactures and exports high-quality Rice Colour Sorting Machine. Agricultural and packaging industries primarily use this machine to sort out rice of different grades and colors. With the aid of our qualified professionals, we manufacture this machine by using high-quality raw materials, which are offered by reliable vendors in the market. In order to meet the varied requirements of our customers, we offer the Rice Color Sorter in a variety of specifications.
- Double Boiled Rice Color Sorter
- Steam Rice Color Sorter
- Kerala Rice Color Sorter
- Half Boiled half Rice Color Sorter
- Raw Rice Color Sorter
- Rose Rice Color Sorter
- Ponni Rice Color Sorter
- Deluxe Rice Color Sorter
- Tamil Nadu Rice Color Sorter
Technical Features :
- Image processing with FPGA (Field Programmable Gate Array) has a minimum flaw size of 0.068 mm
- Trichromatic CCD Color Camera with 5000x3 pixels and a high speed image reading system
- Pneumatic systems that operate at high speed and consume little air
- FPGA image processing with microcontroller support results in high output with low rejection.
- A color-changing LED light option
- A mobile control facility and Internet access
- Each chute has a width of 340 mm
- Control panel to feed 15 programs via touch screen
- System that automatically cleans itself
- Method of reverse sorting
- It is possible to test ejectors with systems/laptops
- Chalky rice mode
- Ejection rate displayed
- Computers and mobile phones can be used to control the machine
Specification
|
Camera
|
Tri-chromatic
|
|
Brand
|
Mark
|
|
Accuracy
|
98%
|
|
Voltage
|
230 V
|
|
Electricity Supply
|
Single Phase
|
|
Automation Grade
|
Automatic
|
|
Frequency
|
50 Hz
|
|
Model Name/Number
|
Smart-X
|
High-Precision Sorting for Quality AssuranceUtilizing cutting-edge CCD and HD full-color cameras, this rice color sorting machine delivers outstanding accuracy and low reject ratios. Its photoelectric detection distinguishes subtle color differences, ensuring only the highest quality rice grains are selected, promoting consistency and market value.
Efficient and User-Friendly OperationThe intuitive touchscreen interface simplifies control and monitoring, allowing operators to easily adjust settings for different grades and varieties. LED illumination enhances visibility and detection accuracy, making the sorting process both reliable and straightforward for commercial-scale demands.
Robust Design and Commercial ApplicationBuilt with a stainless steel frame and high-grade components, the machine is engineered for continuous use in demanding environments. Its capacity and versatility make it ideal for exporters, manufacturers, and suppliers, maximizing productivity within India's competitive grain processing sector.
FAQ's of Rice Colour Sorting Machine:
Q: How does the rice colour sorting machine use camera technology for sorting?
A: The machine utilizes CCD and HD full-color cameras combined with photoelectric detection to capture and analyze images of the rice grains. This technology accurately identifies and separates grains with color defects or impurities, ensuring high-quality output.
Q: What is the typical process for sorting rice with this machine?
A: Rice is fed into the machine, where it passes under the cameras and LED illumination. The cameras detect any discolored or defective grains. Identified faulty grains are then expelled using precise air jets, providing clean and consistent rice output.
Q: When should I consider using this rice sorting machine for my business?
A: This machine is ideal for commercial applications where high accuracy, large capacity, and product consistency are essential, such as for exporters, manufacturers, and suppliers in the rice and grain industry.
Q: Where can this machine be installed and operated?
A: Designed for indoor use in grain processing facilities or factories, the machine operates efficiently within a temperature range of -10C to 50C, making it versatile for diverse Indian climates and production setups.
Q: What are the primary benefits of using this rice colour sorting machine?
A: Major benefits include up to 99% sorting accuracy, a very low reject ratio (0.15%), stable high-capacity output (1,000-8,000 kg/h), ease of operation, and enhanced product value through superior sorting quality.
Q: How does the touchscreen interface assist in the operation of this machine?
A: The touchscreen interface provides an intuitive means to control, monitor, and make quick adjustments, streamlining the operation and reducing training time for operators.
Q: What utilities and maintenance are required for optimal operation?
A: The machine requires a stable 220V/50Hz power supply and an air compressor delivering 0.6-0.8 MPa. Routine cleaning of optical components and regular checks of the air system ensure consistent accuracy and performance.






 Call Me Free
Call Me Free

